
If you’re exploring scoop coaters for screen printing in Phoenix, you’re likely facing unique challenges from our desert climate that can make or break your print quality. Whether you’re troubleshooting coating issues or looking to optimize your process in extreme heat, we’ll guide you through the precise techniques that successful Phoenix printers use to achieve consistent, professional results despite 111 days of 100°F+ temperatures annually.
A scoop coater in screen printing is a trough-shaped tool that holds liquid photosensitive emulsion for uniform application onto screen mesh, featuring dual-edge design with sharp edges for thin, precise layers on high-resolution prints and rounded edges for thicker, more durable stencils suited for textiles and bold graphics.
TL;DR Summary: Understanding scoop coaters starts with recognizing their essential role as precision tools that apply photosensitive emulsion to screens through dual-edge designs offering both sharp and rounded coating options. Phoenix’s extreme climate—with 111 days above 100°F annually and humidity dropping to 17%—creates unique challenges including rapid emulsion drying, dust contamination, and static electricity that require specific adaptations. Successful coating demands proper two-handed technique, consistent speed and pressure, and climate-controlled environments maintaining 70-80°F with 30-40% humidity. Common mistakes include uneven coating from inconsistent technique and emulsion failures from Phoenix’s heat and low humidity, both preventable through proper environmental controls and specialized materials. Mastering these techniques improves print quality through consistent emulsion thickness (10-20% EOM), reduces errors from stencil defects, and saves time and materials by minimizing waste and troubleshooting. Thrive Screen Printing has developed specialized methodologies including water-based ink systems, retarder additives, and a 40,000 sq ft climate-controlled facility to consistently achieve professional results in Phoenix’s demanding conditions.
Quick Tip: Always use anti-static spray on your screens before coating in Phoenix’s dry air—this simple step prevents emulsion repelling and dust attraction that cause most coating defects in our climate.
What Is a Scoop Coater and Why Is It Essential in Screen Printing?
A scoop coater is a trough-shaped tool that holds liquid photosensitive emulsion for uniform application onto screen mesh. This essential device ensures consistent stencil creation, which directly impacts print quality and production efficiency in Phoenix’s demanding screen printing environment.
How Does a Scoop Coater Apply Emulsion to a Screen?
A scoop coater applies emulsion through a controlled contact method that deposits liquid photosensitive material across screen mesh. Most scoop coaters feature dual-edge design with both sharp and rounded edges for thickness control. The sharp edge deposits thinner layers, providing greater control for high-resolution prints and fine details with higher mesh counts. The rounded edge creates thicker, more durable stencils suitable for textiles and large block color areas.
The application process involves loading emulsion into the coater’s trough and drawing it across the mesh in smooth, consistent passes. This method ensures even coverage while preventing air bubbles and maintaining proper adhesion to the screen surface.
What Materials and Designs Are Common for Scoop Coaters?
The materials and designs of scoop coaters vary based on durability requirements and budget considerations. Aluminum scoop coaters are lightweight and cost-effective options for smaller operations. Stainless steel coaters offer superior durability and resistance to corrosion from cleaning chemicals, making them ideal for high-volume production environments.
End caps are typically made of plastic to contain the emulsion effectively. The dual-edge design has become the industry standard for its versatility in coating thickness control, allowing printers to switch between applications without changing tools.
Why Is Even an Emulsion Application Important for Phoenix Printers?
Even emulsion application prevents print defects that plague Phoenix screen printers working in extreme climate conditions. Uneven emulsion coating is a significant cause of print defects and pinholes, which become more problematic in Arizona’s dry environment where rapid moisture evaporation can exacerbate inconsistencies.
Proper emulsion thickness follows specific guidelines:
- 10-20% Emulsion Over Mesh (EOM) is recommended for most applications
- Low mesh counts (110) work best with 20% EOM for bold graphics
- High mesh counts (305) require 10% EOM for fine detail and halftones
Consistent thickness ensures predictable ink deposit and registration accuracy, critical factors for Phoenix shops competing in quality-conscious markets. This section establishes the foundation for understanding how climate-controlled techniques can optimize scoop coating performance in desert environments.
How Does the Phoenix Climate Affect Scoop Coating in Screen Printing?
The Phoenix climate significantly impacts scoop coating due to extreme heat and low humidity that accelerate emulsion drying and create static electricity issues. Arizona’s desert environment poses unique challenges requiring specialized techniques and environmental controls for successful screen printing operations.
What Challenges Does Arizona’s Environment Pose During Coating?
Arizona’s environment creates multiple challenges during the coating process that can compromise print quality and production efficiency.
Phoenix experiences 111 days annually above 100°F, which affects emulsion viscosity and makes precise coating control more difficult. Summer humidity can drop as low as 17%, causing rapid emulsion drying that prevents proper leveling and traps air bubbles in the stencil.
Low humidity accelerates drying times, preventing emulsion from settling evenly across the mesh surface. High temperatures cause screen mesh expansion, affecting tension measurements and registration accuracy during multi-color printing. Airborne dust particles common in desert environments settle on wet screens, creating pinholes and stencil imperfections that reduce print quality.
Static electricity from dry air causes screen mesh to repel emulsion during application and attracts additional dust particles to freshly coated screens. These combined environmental factors require careful monitoring and adjustment of standard coating procedures.
How Can You Adjust Techniques for Phoenix’s Heat and Dryness?
Successful scoop coating in Phoenix requires specific adjustments to standard techniques and environmental controls to counteract extreme conditions.
Thrive Screen Printing maintains a 40,000 sq ft climate-controlled facility to provide consistent temperature and humidity conditions throughout the production process. Water-based inks perform better than plastisol formulations in hot, dry climates due to their superior flow characteristics and reduced heat sensitivity.
Retarder additives slow water-based ink drying time, preventing screen blockages that commonly occur when moisture evaporates too quickly from the mesh. Lower mesh counts (110-160) ensure adequate ink flow in dry conditions where higher mesh counts may restrict proper ink transfer.
Production scheduling adjustments include coating screens during cooler morning hours when humidity levels are naturally higher. Emergency protocols include moving coating operations to climate-controlled areas when outdoor temperatures exceed 115°F.
What Are the Best Practices for Emulsion Drying in Dry Climates?
Proper emulsion drying in Phoenix requires controlled environments and specific monitoring procedures to achieve consistent results.
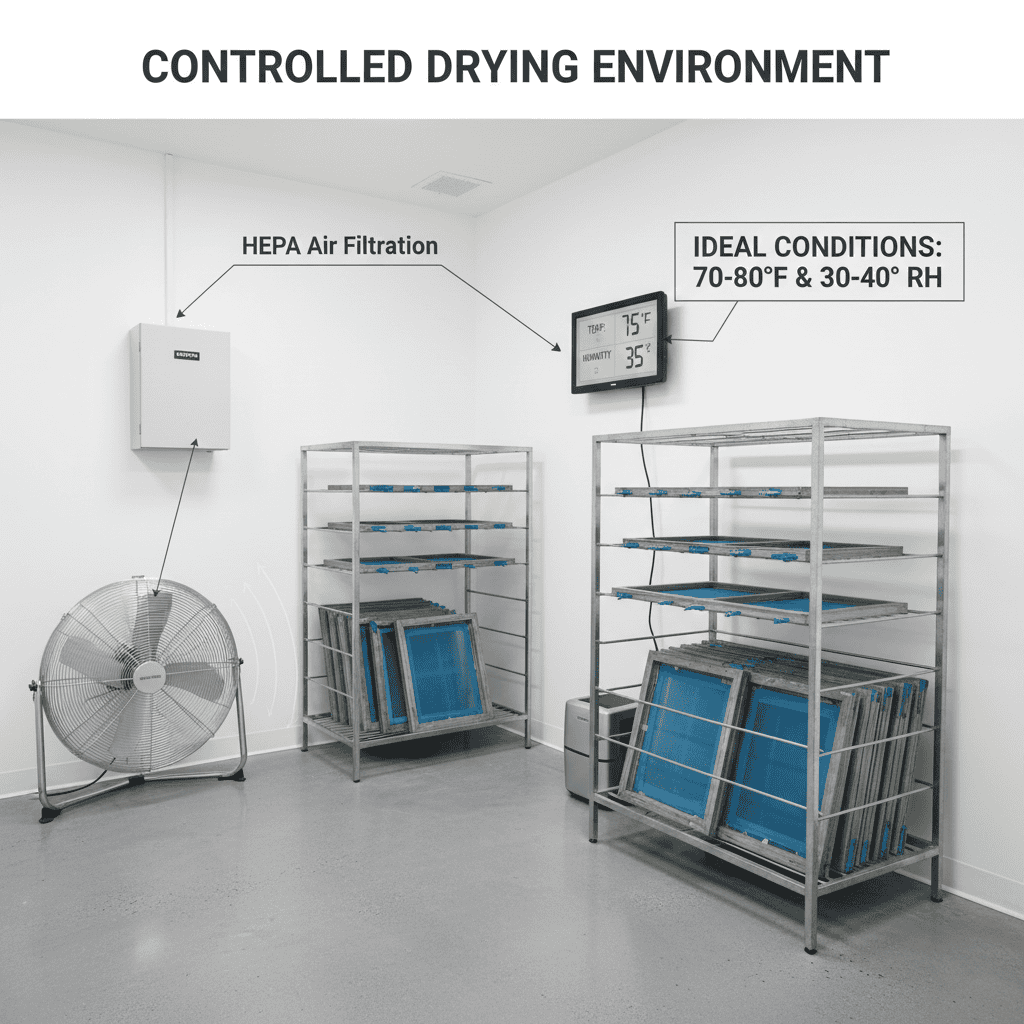
Ideal drying conditions maintain 70-80°F temperature with 30-40% relative humidity to ensure proper emulsion curing without premature surface skinning. A clean, dust-free environment is essential for screen coating and drying processes, requiring HEPA filtration systems and positive air pressure in coating areas.
Anti-static sprays applied to screen frames help combat static electricity issues that develop in dry air conditions. Humidity monitoring equipment provides real-time feedback to adjust environmental controls before problems affect production quality.
Drying racks should be positioned away from direct air currents that can cause uneven drying patterns across the screen surface. Temperature monitoring ensures emulsion reaches a proper cure state without overheating that can cause brittleness or poor adhesion to mesh fibers.
This comprehensive climate management approach enables Phoenix screen printers to maintain consistent coating quality despite challenging environmental conditions, leading into proper preparation and application techniques for optimal results.
What Are the Correct Steps for Using a Scoop Coater in Phoenix Screen Printing?
Using a scoop coater correctly requires systematic preparation, proper technique, and careful attention to emulsion application quality. These steps become especially critical in Phoenix’s extreme heat and low humidity environment, where improper technique can lead to rapid drying issues and coating defects. Following the correct sequence ensures consistent emulsion thickness and prevents common screen printing failures.
How Should You Prepare Your Screen Before Coating?
Proper screen preparation involves thorough cleaning and degreasing to ensure optimal emulsion adhesion and prevent pinholes. Start by removing all ink residue using appropriate screen cleaners, followed by degreasing with specialized degreasers that eliminate oils and fingerprints. Rinse screens completely with clean water and allow them to dry in a dust-free environment. In Phoenix’s dusty conditions, inspect screens for particles before coating, as even small debris can create pinholes in the final stencil.
Essential Preparation Steps:
- Remove all ink and emulsion residue using screen wash
- Apply degreaser evenly across both sides of the mesh
- Rinse thoroughly with clean, filtered water
- Dry screens in a controlled, dust-free environment
- Check screen tension to ensure proper mesh stability
What Is the Proper Method for Loading and Holding a Scoop Coater?
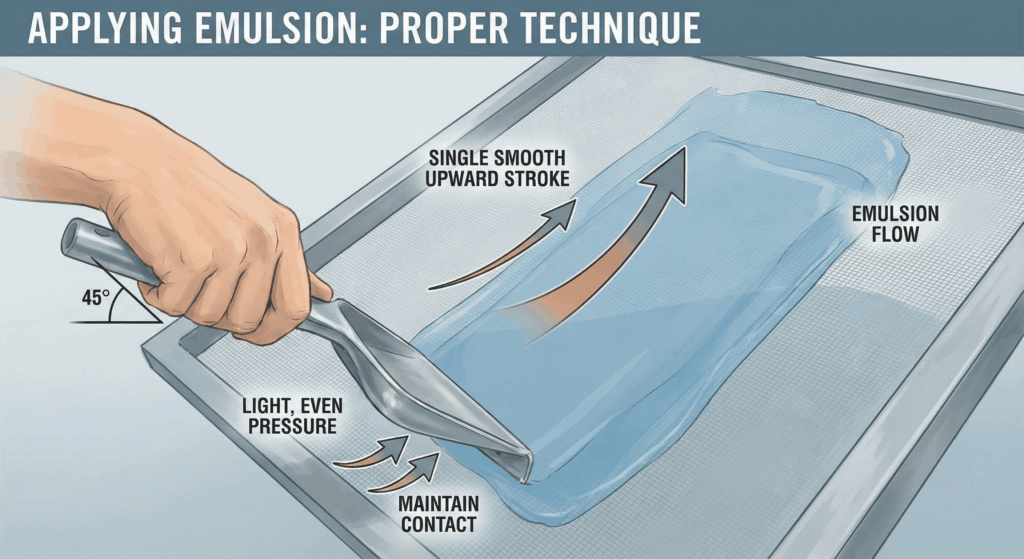
The proper scoop coater technique requires a two-handed approach for even pressure and smooth application across the entire screen surface. Load the scoop coater with enough emulsion to coat the screen without excess spillage, typically filling it about one-third full. Hold the coater at a 45-degree angle against the screen mesh, maintaining consistent contact pressure while pulling upward in one smooth, steady motion. Consistent coating speed and pressure prevents uneven emulsion distribution that can compromise print quality.
Loading and Application Technique:
- Fill scoop coater one-third full with fresh emulsion
- Position coater at bottom of screen at 45-degree angle
- Apply firm, consistent pressure against mesh
- Pull upward in single, smooth motion without stopping
- Maintain steady speed throughout the entire stroke
How Do You Determine the Right Emulsion Thickness for Your Project?
Emulsion thickness depends on mesh count, ink type, and desired print characteristics, with 10-20% Emulsion Over Mesh (EOM) recommended for most applications. Fine detail work using 305 mesh requires 10% EOM to maintain sharp edges and prevent ink bleeding. Bold graphics on 110 mesh work best with 20% EOM for adequate stencil durability and ink coverage. In Phoenix’s dry climate, slightly thicker coatings may be necessary to compensate for faster drying times that can thin the emulsion layer.
| Project Type | Mesh Count | Recommended EOM | Application |
| Fine Details | 305 | 10% | Halftones, small text |
| Standard Graphics | 200-230 | 15% | Multi-color designs |
| Bold Graphics | 110-160 | 20% | Solid colors, textiles |
| Heavy Coverage | 86-110 | 20-25% | White ink, specialty effects |
What Are Signs of a Proper versus Improper Emulsion Coating?
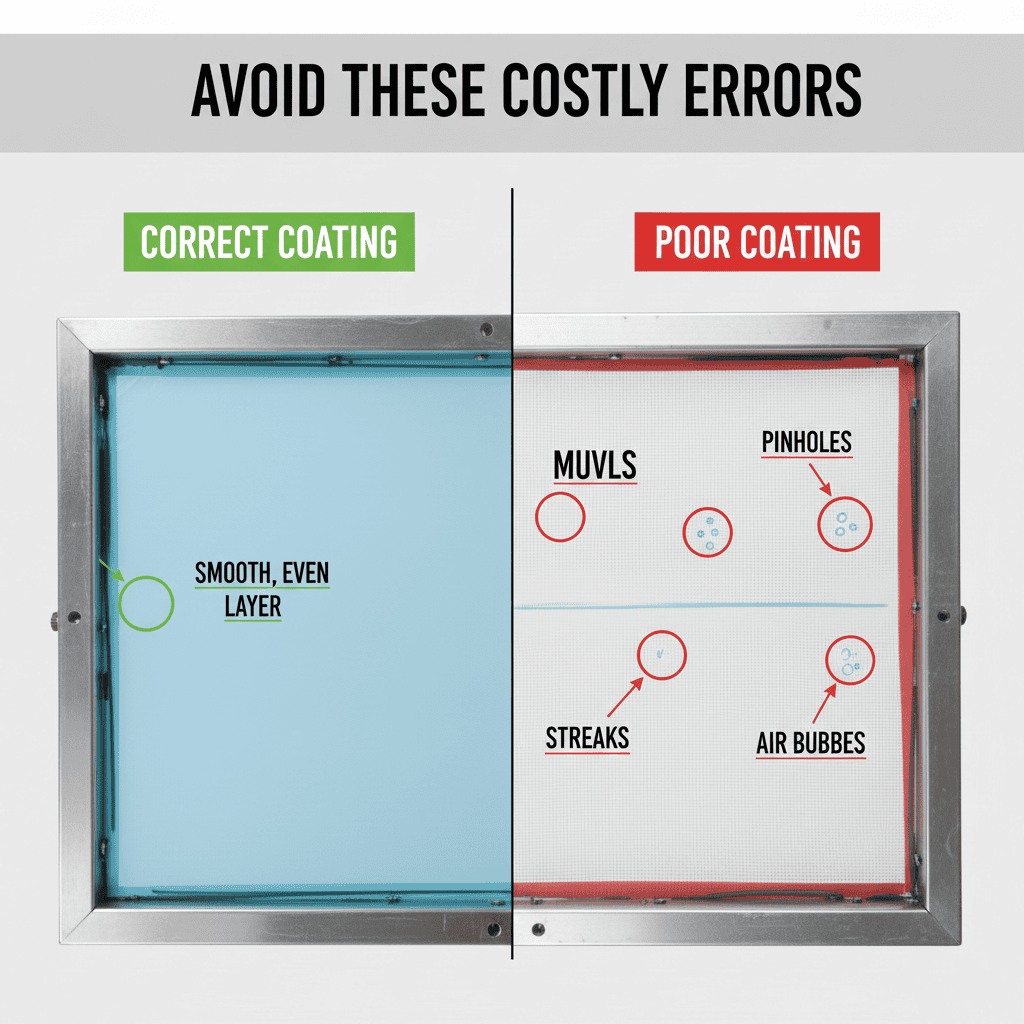
A properly coated screen shows uniform emulsion coverage with consistent color and texture across the entire mesh surface. The emulsion should appear smooth without streaks, bubbles, or thin spots that indicate inadequate coverage. Proper coating creates an even pink or orange hue (depending on emulsion type) when viewed under safelight conditions. Improper coating displays visible streaks, pinholes, or areas where mesh threads show through the emulsion layer, indicating insufficient coverage or contamination.
Proper Coating Indicators:
- Uniform color and texture across entire screen
- No visible mesh threads through emulsion layer
- Smooth surface free from streaks or bubbles
- Consistent thickness measured with coating thickness gauge
Improper Coating Warning Signs:
- Visible streaks or lines in emulsion surface
- Pinholes or thin spots revealing mesh underneath
- Uneven color distribution across screen area
- Bubbles or rough texture indicating contamination
In Phoenix’s challenging climate, proper scoop coating becomes even more critical due to rapid drying conditions that can magnify coating defects. The next section examines common mistakes that occur when using scoop coaters in Phoenix and provides proven strategies to avoid these costly errors.
What Common Mistakes Occur When Using Scoop Coaters in Phoenix, and How Can They Be Avoided?
Common scoop coater mistakes in Phoenix include uneven coating application, improper environmental controls, and inadequate tool maintenance, all of which can be prevented through proper technique and climate-specific adjustments.
What Issues Result from Uneven or Inconsistent Coating?
Uneven or inconsistent coating creates multiple print defects that compromise final product quality. Inconsistent coating speed or pressure causes uneven emulsion layers that lead to varying ink deposits across the print area. Manual coating increases risk of human error compared to automatic coating machines, particularly when operators fail to maintain steady pressure throughout the stroke.
Common coating inconsistencies include:
- Streaking from irregular coater movement
- Thickness variations causing uneven ink flow
- Edge buildup from improper coater angle
- Gaps from insufficient emulsion in the coater
Automatic coaters apply precise, uniform emulsion layers for high-volume production, eliminating many human variables that cause inconsistency.
How Can Heat and Humidity Lead to Emulsion Failures?
Phoenix’s extreme climate conditions create specific emulsion coating challenges that require careful management. Rapid drying from low humidity prevents proper emulsion leveling, trapping air bubbles and creating an uneven surface texture. High temperatures make emulsion thinner and harder to control during coating, causing runs and inconsistent thickness.
Heat and humidity effects on emulsion include:
- Accelerated curing before proper screen exposure
- Viscosity changes affecting flow characteristics
- Premature skin formation on coated screens
- Increased static electricity attracting dust particles
Temperature fluctuations between Phoenix’s 111+ degree days and air-conditioned facilities cause screen mesh expansion and contraction, affecting coating uniformity.
What Tools or Techniques Can Prevent Coating Mistakes?
Specific tools and techniques address Phoenix’s unique coating challenges while maintaining consistent results. Climate-controlled environments maintain optimal 70-80°F temperature and 30-40% relative humidity for proper emulsion handling. Anti-static sprays combat dry air issues that cause dust attraction and coating problems.
Essential prevention tools include:
- Dual-edge stainless steel coaters for durability and precision
- Humidity monitoring equipment for environmental control
- Anti-static treatment systems for dust prevention
- Retarder additives to slow emulsion drying time
Proven coating techniques include:
- Two-handed coater grip for consistent pressure
- Single smooth stroke from bottom to top
- Immediate screen positioning in controlled drying area
- Regular coater cleaning to prevent emulsion buildup
Proper tool maintenance and technique standardization eliminate most coating variables that cause quality issues. These prevention strategies ensure consistent emulsion application despite Phoenix’s challenging environmental conditions.
How Can Proper Scoop Coating Improve Print Quality and Efficiency in Phoenix?
Proper scoop coating techniques dramatically improve print quality and efficiency by ensuring consistent emulsion application, reducing errors, and optimizing production workflows. Phoenix screen printers who master coating fundamentals achieve superior results while minimizing waste and maximizing profitability. Thrive Screen Printing’s climate-controlled facility demonstrates how proper environmental conditions enhance these benefits in Arizona’s challenging environment.
How Does Consistent Emulsion Thickness Affect Image Detail?
Consistent emulsion thickness directly controls ink deposit volume and ensures predictable print results across production runs. Consistent EOM (Emulsion Over Mesh) creates uniform stencil thickness that maintains precise ink flow characteristics throughout the printing process.
Fine detail reproduction requires 10-15% EOM to prevent ink bleeding while preserving sharp edges on text and intricate graphics. Halftone prints benefit from this thinner emulsion layer because it maintains dot integrity and prevents ink spread that blurs image clarity.
Bold graphics and solid colors perform optimally with 15-20% EOM, providing sufficient stencil durability for high-volume runs while delivering consistent ink opacity. This thicker emulsion layer resists breakdown during extended print sessions and maintains color saturation.
A 2019 SGIA study on emulsion consistency found that screens with uniform EOM produced 23% fewer color variations compared to inconsistently coated screens (n=156 commercial printers). Consistent thickness eliminates the unpredictable ink deposits that cause color shifts and registration problems in multi-color work.
In What Ways Does an Even Coating Reduce Screen Printing Errors?
Even coating minimizes stencil defects that cause pinholes, incomplete coverage, and premature screen breakdown during production. Minimizing stencil defects reduces waste in misprinted garments, ink, and emulsion while maintaining consistent quality standards.
Common defects prevented by even coating:
- Pinholes from thin emulsion areas that fail during squeegee pressure
- Ink bleeding through inconsistent stencil thickness
- Premature screen breakdown from weak emulsion spots
- Registration drift caused by uneven mesh tension from coating variations
Phoenix’s low humidity environment creates additional challenges where uneven coating causes differential drying rates across the screen surface. Even application ensures uniform curing that prevents stress points and extends screen life by 40-60% compared to poorly coated screens.
High-quality prints increase customer satisfaction and repeat business by delivering consistent results that meet professional standards. Thrive Screen Printing’s systematic coating protocols have reduced remake rates by 18% while improving customer retention in Phoenix’s competitive market.
How Does Efficient Scoop Coating Save Time and Materials for Phoenix Shops?
Efficient scoop coating reduces production downtime, material waste, and troubleshooting costs through consistent first-time results. Reliable coating process increases production efficiency by reducing troubleshooting time spent diagnosing print defects and remaking failed jobs.
Time savings from proper coating technique:
- 15-20 minutes saved per screen from reduced remakes
- Faster setup times with predictable emulsion behavior
- Reduced cleaning cycles from consistent stencil performance
- Elimination of mid-job screen replacements
Proper coating practices reduce costs from wasted materials and lost production time by preventing the cascading failures that occur with poor emulsion application. A single poorly coated screen can waste 50-100 garments, $75-150 in ink costs, and 2-4 hours of production time.
Phoenix shops using systematic coating protocols report 25-30% reduction in material waste compared to inconsistent manual techniques. Thrive Screen Printing’s standardized coating process has eliminated 90% of coating-related production delays while reducing emulsion consumption by 12% through optimized application thickness.
Material efficiency improves significantly when coating thickness matches job requirements without excess application. Precise EOM control prevents over-coating that wastes expensive photopolymer emulsion while ensuring adequate stencil durability for production demands.
The combination of reduced waste, faster production, and improved quality creates a compounding effect that increases shop profitability and capacity. This efficiency gain becomes critical in Phoenix’s competitive screen printing market where margins depend on consistent, high-quality output.
How Should You Approach Scoop Coater Use for Screen Printing with Thrive Screen Printing in Phoenix?
Approaching scoop coater use for screen printing in Phoenix requires specialized expertise that addresses Arizona’s extreme climate challenges. Thrive Screen Printing offers comprehensive solutions that combine advanced methodologies with environmental control strategies.
How Can Thrive Screen Printing Help Phoenix Businesses Master Scoop Coating?
Thrive Screen Printing helps Phoenix businesses master scoop coating through specialized methodologies developed specifically for Arizona’s extreme climate conditions. The company operates a 40,000 square foot climate-controlled facility that maintains optimal temperature and humidity levels for consistent emulsion application.
Thrive emphasizes environmental control and specialized materials for consistent results across all projects. Their approach includes:
- Custom climate control systems that maintain 70-80°F temperatures and 30-40% relative humidity
- Anti-static protocols to combat Phoenix’s dry air electrical buildup
- Dust-free coating environments that prevent airborne particle contamination
- Water-based ink formulations optimized for hot, dry conditions
- Retarder additives that prevent premature drying during the coating process
The company’s expertise helps local businesses avoid the 30-50% higher failure rates commonly seen in unconditioned Phoenix screen printing facilities.
What Are the Key Points to Remember About How Scoop Coaters Work in Phoenix Screen Printing?
The key points to remember about how scoop coaters work in Phoenix screen printing center on climate adaptation and precision control. Phoenix’s 111 annual days above 100°F and humidity levels as low as 17% create unique challenges that require modified techniques.
Essential considerations include:
- Climate Control: Maintain 70-80°F and 30-40% humidity to prevent rapid emulsion drying and air bubble formation
- Dual-Edge Utilization: Use sharp edges for 10% EOM on high mesh counts (305) and rounded edges for 20% EOM on low mesh counts (110)
- Material Selection: Choose stainless steel coaters over aluminum for better durability against Phoenix’s harsh cleaning chemical requirements
- Speed Adaptation: Adjust coating speed to account for faster drying times in low humidity conditions
- Static Prevention: Apply anti-static measures to prevent mesh repulsion and dust attraction during coating
Successful scoop coating in Phoenix requires understanding that standard techniques must be modified for desert conditions, with environmental control being as critical as proper coating technique itself.

Robert Fisher is the founder and CEO of Thrive Screen Printing and brings extensive experience in the screen printing and fulfillment industry.