If you’re researching printing methods for your custom apparel project, you’ve likely encountered terms like CMYK, spot color, and simulated process printing. We understand the confusion these technical terms can create when you’re trying to make the best decision for your brand or design. You’re in the right place to discover which printing method will bring your vision to life with the quality and durability you need.
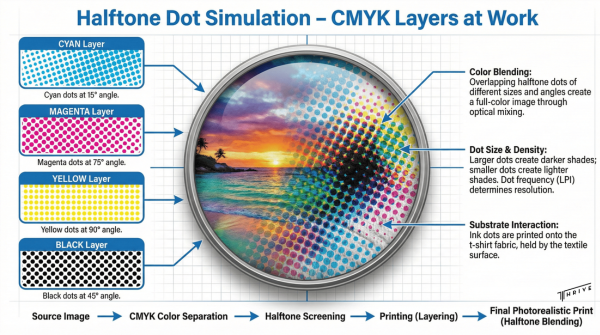
The fundamental differences between CMYK, spot color, and simulated process printing lie in how each method creates colors and reproduces designs on fabric. CMYK printing uses four transparent inks (Cyan, Magenta, Yellow, and Key/Black) layered through halftone dots to create photorealistic images, primarily on light-colored garments. Spot color printing employs pre-mixed, opaque inks matched to specific Pantone colors for precise brand color reproduction and vibrant results on any garment color. Simulated process printing combines the best of both worlds, using spot colors printed as halftones to achieve photorealistic effects on dark garments with exceptional vibrancy and detail.
TL;DR Summary:
• CMYK printing creates photorealistic images using four-color halftone separation, ideal for complex photographs on white or light garments
• Spot color printing delivers exact Pantone color matches with vibrant, opaque inks perfect for logos and brand consistency
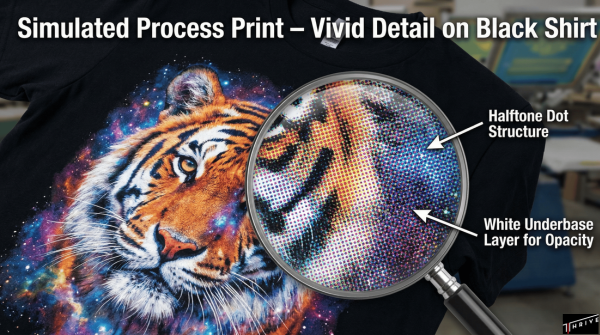
• Simulated process printing enables photorealistic reproduction on dark garments by combining spot colors with halftone techniques
• Cost considerations vary by method: spot color is most economical for simple designs, while CMYK and simulated process excel at complex artwork
• Each method has specific material compatibility: all work with plastisol inks, but mesh counts and substrate requirements differ
• Durability depends on proper curing and ink type, with quality prints lasting 100+ washes regardless of printing method
Quick Tip: When choosing a printing method, first consider your garment color. If you’re printing on dark fabrics and need photorealistic results, simulated process is your best bet. For precise brand colors on any garment, choose spot color. Reserve CMYK for photographic prints on white or light-colored shirts.
As we explore each printing method in detail, you’ll discover how technical specifications like mesh counts, ink viscosity, and halftone frequencies directly impact your final product’s appearance and longevity. Understanding these fundamentals empowers you to make informed decisions that align with your project’s aesthetic goals, budget constraints, and quality requirements.
How Does CMYK Printing Work and When Is It the Best Choice?
CMYK printing uses four primary ink colors—Cyan, Magenta, Yellow, and Key (Black)—to create a wide spectrum of hues through overlapping halftone dots. This process printing method reproduces continuous tones by varying halftone dot sizes at 45-65 LPI (lines per inch) on garments. Technical specifications include mesh counts of 305-355, squeegee durometer of 70-75, and ink viscosity of 800-1000 cps for optimal print quality.
The CMYK process prints inks wet-on-wet without flash curing between colors, requiring precise color tolerance of ±3% in the CMY range for consistent reproduction. Color separation must be performed in raster-based programs like Adobe Photoshop, with RIP (Raster Image Processor) software essential for creating high-quality film positives. This method is generally limited to white or light-colored garments due to ink transparency.
The following sections detail CMYK’s advantages, limitations, ideal applications, and compatible materials to help determine when this process printing method best serves your project needs.
What Are the Advantages and Limitations of CMYK Printing?
CMYK printing produces photorealistic images and complex multi-color designs through continuous tones created by variable-sized halftone dots. The method excels at reproducing subtle color gradients and photographic details that spot color printing cannot achieve. Black ink (Key) enhances depth, richness, and overall color accuracy in the final print.
However, CMYK has notable limitations:
- Limited color gamut: Bright reds and vibrant colors may require additional spot color “bump” screens
- Dot gain issues: Dots print larger than intended, especially at higher halftone frequencies
- Technical complexity: Demands high expertise and meticulous workflow control
- Linearization dependency: Colors appear muddy without proper press calibration
The process requires significantly more technical skill than spot color printing, making it less suitable for shops without extensive process printing experience.
What Types of Designs or Projects Are Ideal for CMYK Printing?
CMYK printing is excellent for achieving natural, photo-realistic results on white or light-colored substrates. The method is best suited for photographic reproductions and complex gradients requiring subtle color transitions and continuous tones. Artwork should be created at 300-600 DPI resolution to capture fine detail effectively.
Ideal CMYK applications include:
- Photographic reproductions with natural skin tones
- Landscape or artistic images with smooth color blends
- Marketing materials requiring full-color imagery
- Designs with complex shading and dimensional effects
The process works most effectively when transparency isn’t an issue, limiting its use primarily to light-colored garments where ink opacity concerns don’t affect final color reproduction.
What Materials Are Compatible with CMYK Printing?
CMYK printing works with both plastisol and water-based inks on cotton and cotton blend substrates. The process requires high mesh count screens (305-355) for proper halftone reproduction and is limited to white or light-colored garments due to ink transparency characteristics.
Compatible materials include:
- Cotton fabrics: Most popular substrate for CMYK applications
- Cotton blends: Provide good ink adhesion and color reproduction
- Light-colored synthetics: With proper ink formulations and curing procedures
The transparent nature of CMYK inks means dark substrates require alternative methods like simulated process printing, which uses a white underbase to achieve color vibrancy on darker materials.
This comprehensive overview of CMYK printing capabilities prepares you to evaluate whether this process printing method aligns with your specific design requirements and substrate choices, setting the stage for comparing it to spot color printing alternatives.
What Is Spot Color Printing and How Does It Compare to CMYK?
Spot color printing is a screen printing method that uses pre-mixed inks to achieve exact color replication for each design element. The Pantone Matching System (PMS) provides over 2,000 distinct spot colors that produce exceptionally vibrant and saturated results through solid ink application. Each distinct color requires its own separate screen, with typical costs including $30 per screen charge, $15 per film positive, and $10 per Pantone color matching fee.
Spot colors ensure printed results precisely match designer specifications because pre-mixed inks eliminate color variation inherent in process printing. These colors can be rendered as halftones to create tints and gradients, while Extended Gamut process (CMYKOGV) can simulate many Pantone colors using seven inks for cost-effective alternatives.

The following sections explore optimal applications, advantages, limitations, and material considerations for spot color printing compared to CMYK methods.
When Should You Choose Spot Color Printing Over Other Methods?
You should choose spot color printing when exact color matching is essential for corporate branding and logos. Spot color serves as the industry standard for designs where color consistency across print runs is paramount, particularly when specific brand colors must be reproduced accurately.
Consider spot color printing for these scenarios:
- Minimum order quantities around 24 pieces or larger orders with limited color palettes
- Projects requiring specialty inks such as metallics, fluorescents, or glow-in-the-dark formulations
- Cost-effective production runs where setup costs are amortized over higher quantities
- Brand guidelines specifying exact Pantone color matches
Spot color printing becomes most economical for larger orders because setup costs remain fixed regardless of quantity printed.
What Are the Pros and Cons of Using Spot Colors in Screen Printing?
Spot colors offer superior color accuracy compared to process printing methods, making this the most common and straightforward screen printing approach. The Pantone Formula Guide provides tighter tolerances with 90% of colors achieving Delta E values under 2, ensuring consistent color reproduction.
Advantages include:
- Most stable and predictable printing method for consistent results
- Exceptional color vibrancy and saturation through solid ink coverage
- Precise color matching to brand specifications
- Cost-effective for designs with limited color palettes
Limitations include:
- Higher setup costs for multi-color designs due to individual screen requirements
- Limited by available print heads on screen printing presses
- Requires manual adjustments like “choking” white underbase layers
- Color count restrictions based on press capacity
The method requires careful planning but delivers unmatched color consistency across production runs.
Which Inks and Materials Are Best Suited for Spot Color Printing?
Plastisol inks offer superior color accuracy for Pantone matching in spot color applications. These inks work effectively on both cotton and polyester substrates, with proper curing delivering durability exceeding 100 washes.
Optimal materials for spot color printing include:
- Vector-based designs prepared in Adobe Illustrator for clean separations
- White underbase layers for printing on dark garments
- Specialty ink formulations including metallics, fluorescents, and glow-in-the-dark options
- Cotton and cotton blend fabrics for best ink adhesion
Plastisol ink formulations provide consistent viscosity and cure properties essential for maintaining Pantone color standards throughout production runs. Design preparation in vector programs ensures crisp edges and solid color coverage that maximizes spot color advantages.
How Does Simulated Process Printing Work, and Why Is It Used?
Simulated process printing combines spot colors with halftone dots to reproduce photorealistic images on garments. This hybrid technique uses carefully selected spot color inks that are converted to halftone patterns, creating smooth color transitions and complex imagery that bridges the gap between traditional spot color vibrancy and CMYK’s full-color capabilities.
The process begins with a white underbase layer to ensure bright, opaque colors on dark fabrics. Recommended mesh counts include 110-156 for underbase screens, 156-230 for color screens, and 230 for highlight white applications. Artwork requires separation into spot color channels using Adobe Photoshop, then conversion to halftones at frequencies of 45-65 LPI for optimal garment printing results.
Simulated process printing proves more stable on press than CMYK, resulting in fewer misprints and consistent color reproduction. The technique works with plastisol, water-based, and discharge inks, requiring high-resolution digital files at 300 DPI or higher for precise detail capture. This section explores the specific design challenges simulated process solves, its complex artwork reproduction methods, and common industry applications.
What Design Challenges Does Simulated Process Printing Solve?
Simulated process printing bridges the gap between spot color vibrancy and CMYK’s full-color capabilities while enabling photorealistic printing on dark-colored garments where CMYK fails. This technique reproduces a wide color spectrum with fewer screens than traditional multi-color spot printing, reducing setup time and material costs compared to complex spot color jobs.
The method provides an expanded color gamut beyond standard CMYK limitations and achieves smoother color transitions than traditional spot color methods. There are several key advantages, such as:
- Photorealistic reproduction on any garment color
- Reduced screen count for complex designs
- Lower material and setup costs
- Enhanced color range without CMYK restrictions
- Improved color transitions and gradients
How Does Simulated Process Printing Reproduce Complex Artwork?
Simulated process printing creates the illusion of continuous tones through sophisticated halftone application using finer patterns than traditional methods for smoother gradients. Color separations are performed in Adobe Photoshop using a workflow similar to CMYK, employing a combination of spot color channels with varying halftone densities.
The white underbase layer ensures color vibrancy on dark substrates while achieving a soft hand feel due to thinner ink deposits than traditional plastisol applications. This process combines spot color accuracy with halftone flexibility, allowing complex photographic images to print successfully on dark garments where standard CMYK would appear washed out or muddy.
What Are the Common Use Cases for Simulated Process Printing?
Simulated process printing serves as the preferred separation method for complex, photorealistic designs on any garment color and is now considered the gold standard for high-quality custom screen printing. This technique proves ideal for designs requiring a wide color range with limited screen count, making it the best choice for photographic reproductions on dark garments.
The method is commonly used for band merchandise and entertainment industry projects, suitable for both small custom orders and large production runs. There are specific applications where simulated process excels:
- Band and music merchandise with complex artwork
- Entertainment industry promotional materials
- Corporate apparel requiring photographic elements
- Fashion designs with intricate color work
- Art reproductions on dark fabric backgrounds
This technique has become increasingly popular as the screen printing industry embraces more sophisticated separation methods that deliver superior results while maintaining production efficiency.
In What Scenarios Should You Choose Each Printing Method?
The choice between CMYK, spot color, and simulated process printing depends on design complexity, garment color, quantity, and budget constraints. Screen printing produces 1,000 pieces per hour after the initial setup hour, making it highly efficient for larger orders.
Cost structures vary significantly across methods. Average screen printing costs range from $5-20 for small orders and $1-5 for bulk orders. CMYK requires higher initial setup costs due to four separate screens and complex color separation processes. The simulated process reduces setup costs by reproducing many colors with fewer screens than traditional multi-color spot printing. Spot color printing operates at an hourly rate around $60 with a minimum charge of $30.
The following subsections examine specific factors that determine the optimal printing method for your project.
How Do Color Count, Detail, and Cost Influence the Right Printing Method?
Color count directly impacts cost structure across all printing methods. Spot color proves most cost-effective for designs with 1-6 solid colors, as each spot color requires a separate screen at $30. CMYK excels for photorealistic images on light garments requiring continuous tones. The simulated process offers the optimal solution for complex designs on dark garments needing a wide color range.
Design detail requirements influence technical specifications and expertise levels. Higher detail designs require higher mesh counts and more technical expertise, increasing production complexity. Bulk orders benefit from lower per-unit costs as setup expenses are amortized over quantity, making complex methods more economical at scale.
Which Printing Method Offers the Best Results for Apparel and Merchandise?
Spot color and simulated process represent the gold standards for durable custom apparel production. Plastisol transfers withstand over 75 wash cycles, providing exceptional longevity. Cotton and cotton blends remain the most popular substrates for all printing methods due to their ink receptivity and durability characteristics.
Substrate selection affects ink formulation requirements. Polyester requires special bleed-blocking formulations to prevent dye migration during heat curing. Water-based inks produce a softer hand feel preferred for fashion applications where comfort matters most. The custom screen printing industry is forecasted to grow at 5.9% CAGR to $12.8 billion by 2025, reflecting strong demand for quality apparel printing.
What Are the Considerations for Color Consistency and Durability?
ISO 12647 serves as the universal process control standard for print production worldwide, ensuring consistent quality across facilities. High-quality prints endure hundreds of washes without substantial fading when proper curing protocols are followed. Plastisol prints maintain vibrant colors through 100+ washes when properly cured at correct temperatures.
| Process Element | Quality Metric | Performance Indicator | Reference Standard |
| Proper curing | Temperature requirement | Essential for durability | Industry standard |
| Under-cured prints | Wash performance | Deteriorate after few washes | Quality control data |
| Wash fastness testing | Measurement method | Ink adhesion and durability | ISO standards |
| Color-managed workflow | Calibration requirement | All devices same color language | ISO 12647 |
| ISO 12647 | Quality control checklist | Checkpoint count | 20 points |
Color-managed workflows ensure all devices are calibrated to the same color language, preventing variations across production stages. A comprehensive 20-point quality control checklist helps ensure flawless final prints that meet professional standards.
This analysis of printing method selection prepares you to evaluate specific project requirements against available techniques, leading to informed decisions about partnering with professional screen printing services.
How Should You Decide Between CMYK, Spot Color, and Simulated Process Printing with Thrive Screen Printing?
Deciding between CMYK, spot color, and simulated process printing depends on your project requirements, budget, and quality expectations. The screen printing services market reached $8.16 billion in 2025 and projects to $10.24 billion by 2030, reflecting growing demand for specialized printing solutions. Industrial screen printing grew from $956 million to an expected $1.428 billion by 2032, while the mesh market projects $1.154 billion by 2035.
Your decision framework should prioritize:
- Design complexity: Simple logos favor spot color; photorealistic images need CMYK or simulated process
- Garment color: Light substrates enable CMYK; dark fabrics require spot color or simulated process
- Color accuracy needs: Brand matching demands spot color; artistic flexibility allows CMYK
- Budget constraints: Higher quantities justify complex setups; smaller runs benefit from simpler methods
- Durability requirements: Plastisol spot colors exceed 100 washes; water-based inks offer softer feel
The following subsections detail how Thrive Screen Printing guides method selection and summarize key considerations across all three printing approaches.
How Can Thrive Screen Printing Help You Select the Best Printing Method for Your Project?
Thrive Screen Printing provides expert consultation to match your project with the optimal printing method. Operating from a 40,000-square-foot facility in Phoenix, Arizona, Thrive offers plastisol, water-based, DTG, foil, flock, gel, high-density, and metallic ink printing across diverse applications including private brands, entertainment, corporate events, bands, sports, education, and non-profits.
Their in-house design team has completed thousands of projects using a multi-manual checking process to ensure quality. With capacity to print and fulfill tens of thousands of orders weekly, all products are printed in the USA and shipped worldwide with guaranteed on-time delivery.
Method Selection Process:
- Design analysis determines technical requirements
- Color matching evaluation identifies Pantone needs
- Substrate assessment confirms ink compatibility
- Quantity review optimizes cost-per-piece economics
- Timeline planning ensures delivery commitments
Contact Thrive at (602) 607-1287 or info@thrivescreenprinting.com for personalized printing method recommendations based on your specific project parameters.
What Are the Key Takeaways About CMYK vs. Spot Color vs. Simulated Process Printing We Covered?
The key takeaways reveal distinct advantages for each printing method based on application requirements. Spot color printing remains the most common method, earning recognition as the screen printer’s best friend for reliable, consistent results. The simulated process has emerged as the preferred choice for complex designs due to superior stability and quality compared to traditional CMYK approaches.
Method Strengths Summary:
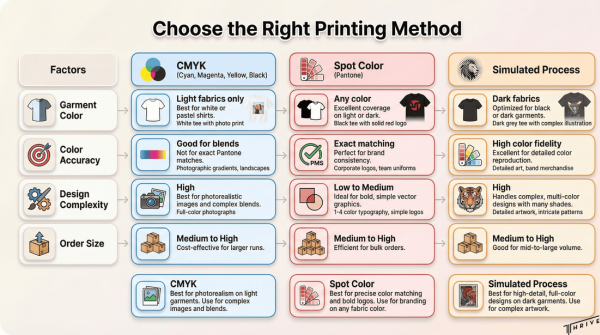
- CMYK: Excels at photo-realistic results on light garments with continuous tones
- Spot Color: Delivers exact brand color matching with exceptional durability
- Simulated Process: Combines photorealistic capability with dark garment compatibility
Technical considerations include registration management, where inconsistent screen tension and misalignment cause common issues. Dot gain management requires pre-press adjustments and TVI curve application for optimal results. Water-based inks reduce environmental impact compared to traditional plastisol formulations.
Industry automation and AI enable real-time adjustments, reducing waste and improving consistency. Hybrid printing combines digital and screen printing for enhanced flexibility, while RIP software like Onyx Graphics and Fiery FilmMaker has become essential for modern workflows managing complex color separations and halftone optimization.

Robert Fisher is the founder and CEO of Thrive Screen Printing and brings extensive experience in the screen printing and fulfillment industry.